平成20年度 財団法人九州・山口地域企業規制基金 研究開発助成金
H20 超硬合金製非球面ガラスレンズ金型の連続無人・超精密加工システムの構築
概要
そこで、加工中でも工具摩耗の少ない、ダイヤモンド特殊工具を開発し、更に、コアブランクを機械に自働脱着し、機上で自働測定する特殊工作機械を製作することで、連続無人運転を実現し、飛躍的な生産性向上により、社会貢献を図る。
連携
福岡工業大学、西部電気㈱
結果
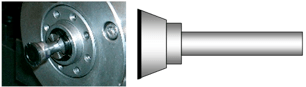
1. PCD(ダイヤモンド焼結体)製特殊工具開発
→コアブランク加工用PCD特殊工具(φ15mm)下図
2. 連続無人運転仕上げ加工・機内測定機能付きNC研削盤の開発
㈱ワークスにて自働脱着機能付きNC研削盤を設計し、西部電機㈱へ製作を依頼した。
結果、図に示すような自働脱着・無人測定機能付きNC研削盤が製作できた。
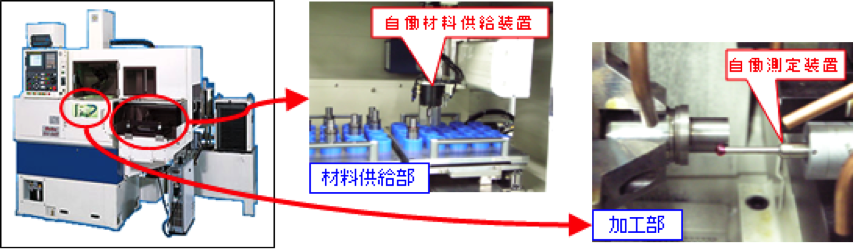
自働脱着・無人測定機能付きNC研削盤
3. PCD特殊工具を使用した連続無人運転仕上げ加工・機内測定機能付きNC研削盤の加工テスト
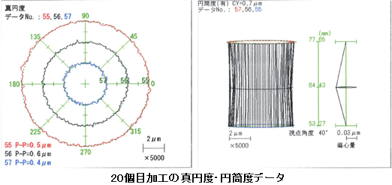
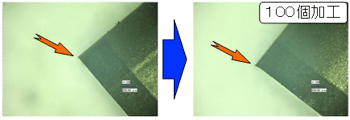
耐摩耗試験結果は図に示すとおり、100個の非球面加工を行っても、工具摩耗が確認できなかった。
加工条件の確立後、連続無人運転による連続20個の加工を実施した。真円度は0.5μm±0.1μmと目標であった1μm以下を達成した。円筒度も0.6μm±0.1μmと、こちらも目標を達成した。寸法精度に関しても、狙い値18.000mmに対し、18.000mm±0.4μmと、目標を達成した。