平成26年度 中小企業・小規模事業者ものづくり・商業・サービス革新事業
H26-H27 微細精密加工技術を利用した細胞培養マイクロウェル金型の製造
概要
当社が持つ精密加工技術を利用して、先進医療やバイオ分野で細胞培養に使用する為に微細化のニーズが進むマイクロウェル金型を製造する。その為に必要な機械装置の設備投資を行い、新規事業分野の開拓と事業化を実現する。
結果
当社が持つ精密加工技術を利用して、先進医療やバイオ分野で細胞培養に使用する為に微細化のニーズが進むマイクロウェル金型を製造し、マイクロウェル成形用鋳型の高精度加工技術を確立した。
またその為に、必要な機械装置の設備投資を行ったが、当初導入予定していたElid研削装置、油静圧スピンドルが、先に導入した超音波楕円振動切削装置や当社保有の超精密研削盤加工技術向上の成果により、不要となった。しかしながらマイクロウェルの高精度、高密度化および多様化するウェル形状ニーズに応えるため、Elid研削装置他導入不要の代わりに工具類や超高速スピンドル、金型加工時における加工機械への金型取付精度向上のための固定用治具、加工後の金型表面清潔度向上のための強アルカリイオン電解水生成システムの導入が必要となったため計画変更を行い、マイクロウェル金型の高精度加工技術確立の成果が得られた。
その成果により新規事業分野の開拓と事業化に向けた取り組みを実施した。
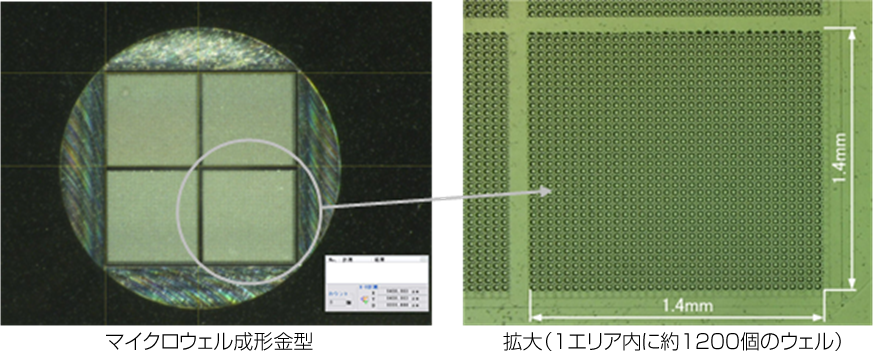
加工したマイクロウェル成形金型
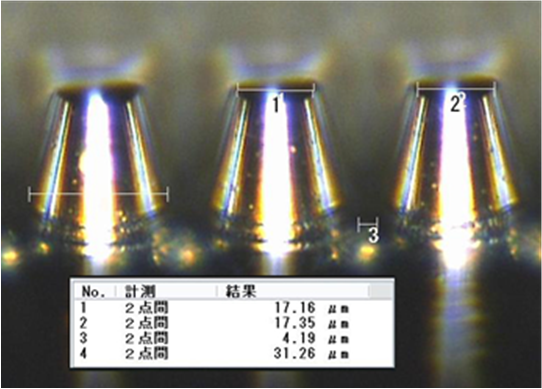
マイクロウェル金型側面のウェル底径寸法
今回のマイクロウェル金型加工における技術検討課題は、ウェル間寸法が10μm以下で実際に加工が可能であるか見極めをつけることであったが、結果としてウェル間寸法7μm以下を達成した。その他のウェル各部寸法についても、ほぼ設計通りの加工寸法が得られた。ウェル間に一部加工残りの部分があるが、これは加工前の工具パス生成時に加工除去部分の確認が充分でなかったことに起因する。今後は加工前の工具パスの確認方法を改善し、加工残りの部分が発生しないようにする。
今回、製作したマイクロウェル金型を使用してウェルプレートの成形、サンプル試作を行ったが、ウェルの深さ方向寸法については、当初の目標である30μmに対し、約半分の深さ寸法となった。この原因としては、試作に使用した成形機自体の能力の問題か、金型の構造自体の問題か特定できていない。今後、取り組むべき課題として金型内の樹脂を流し込むゲート部の構造やゲート位置の再検討が必要となる。
しかしながら、金型自体の精密加工技術の確立については、当初の目標精度を達成することができた。今後は微細成形技術についての研究開発を引き続き進めていく。